
Promoting sustainable industrial growth through our diverse product offerings under the motto of
“Contributing to the development of a prosperous society through the trading of machinery.”
Search by Category







Refine your Search
-
 Film Manufacturing Equipment
Film Manufacturing Equipment -
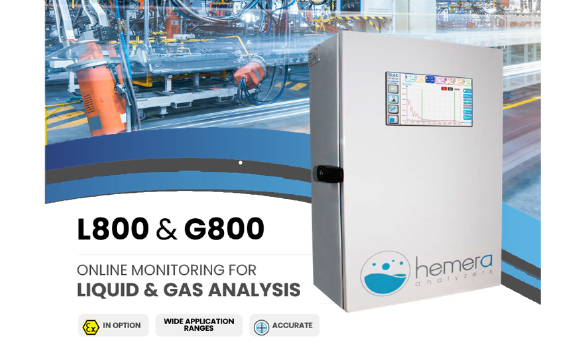 Online Gas and Liquid Analyzers (G800/L800)
Online Gas and Liquid Analyzers (G800/L800) -
 Wind Power
Wind Power -
 Biomass Power
Biomass Power -
 Hydropower
Hydropower -
 Solar Power
Solar Power -
 Natural Pellets
Natural Pellets -
 HYPOX Polymer Removal Systems
HYPOX Polymer Removal Systems -
 Synthetic Fiber Production Equipment
Synthetic Fiber Production Equipment -
 NOZEPAL Industrial Deodorizers
NOZEPAL Industrial Deodorizers -
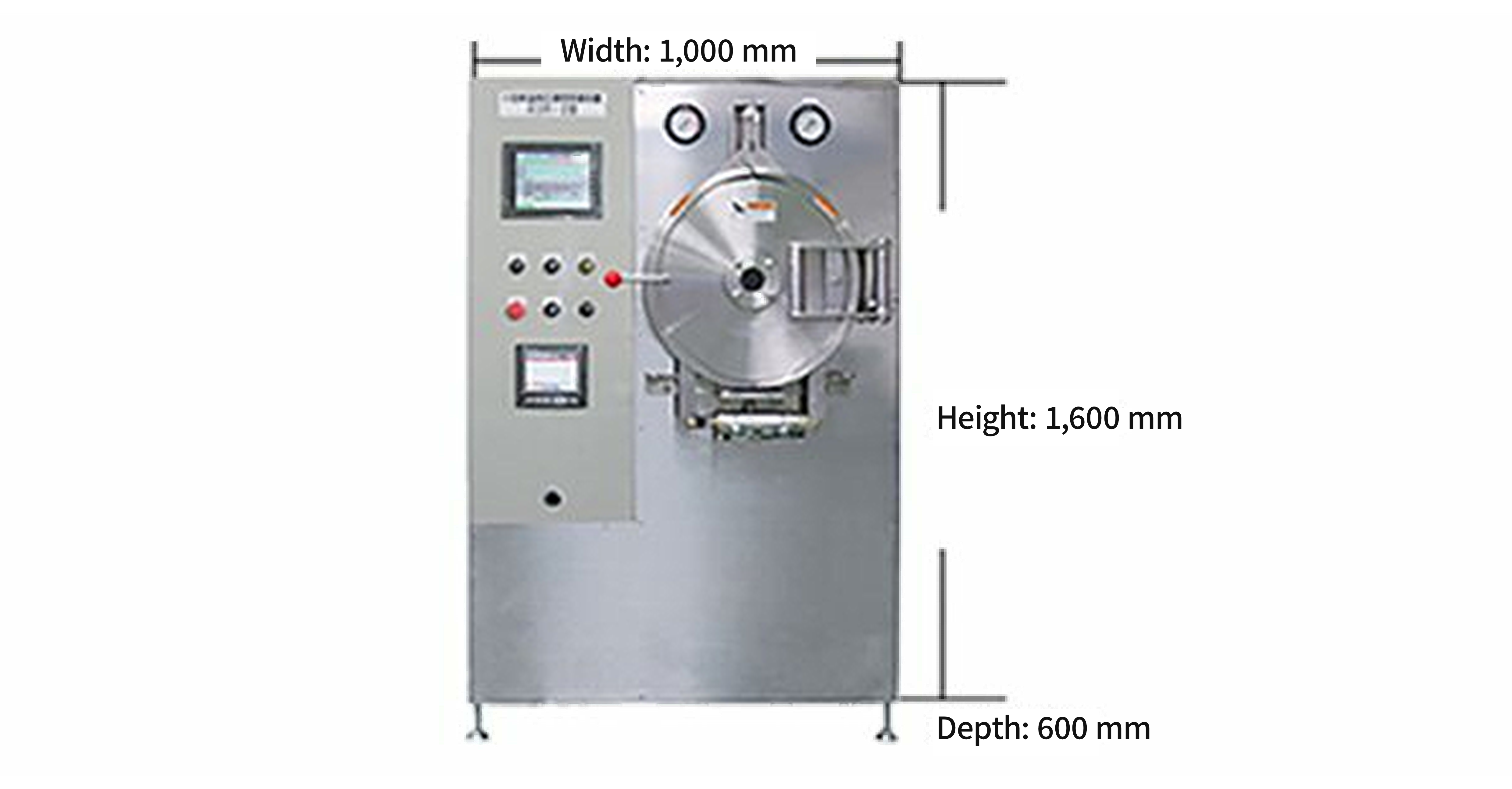 Compact, High-Temperature/Pressure Retort Sterilizers
Compact, High-Temperature/Pressure Retort Sterilizers -
 Large Industrial Rolls
Large Industrial Rolls -
 Essential Oil Decompression Steam Distillers
Essential Oil Decompression Steam Distillers -
 Battery-Free Flywheel UPS Systems
Battery-Free Flywheel UPS Systems -
 Semiconductor Contract Processing
Semiconductor Contract Processing -
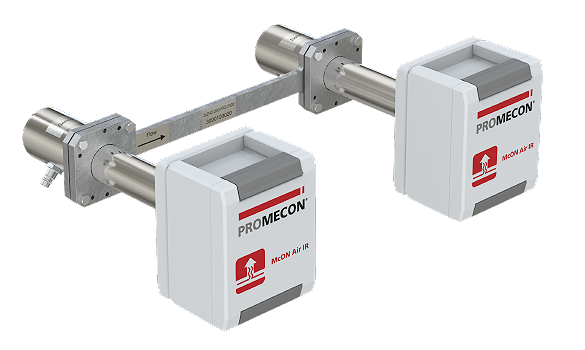 McON IR Sensors
McON IR Sensors
Flow, concentration, and temperature measurement for hot gases -
 Handheld Gas Leak Inspection System
Handheld Gas Leak Inspection System -
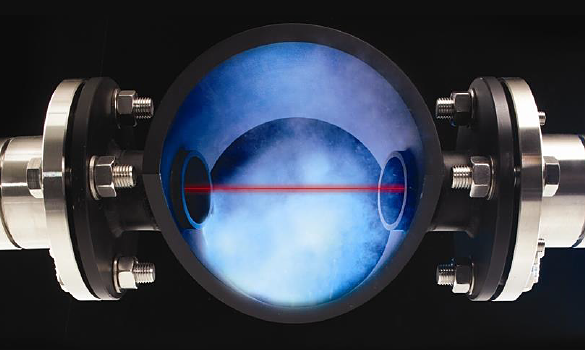 Laser Gas Analyzers
Laser Gas Analyzers -
 DataTrace Micropack III
DataTrace Micropack III
Ultra compact temperature data loggers -
 DataTrace Micropack RF
DataTrace Micropack RF
Wireless temperature data loggers -
 eve auto
eve auto
Autonomous Transport Robots -
 Seika Ecorator Diffuser Tubes
Seika Ecorator Diffuser Tubes -
 Ultralight Solar Panels
Ultralight Solar Panels -
 UT Drone-Based Plant Inspection
UT Drone-Based Plant Inspection